スポット溶接機
スポット溶接のための装置は置き換えられないツールを多くの技術プロセスで使用し、信頼性の高い部品の接続を提供します。結果の品質は、電流の大きさ、材料の種類、接合部の面積、および電極の寸法などの要因によって影響される。

説明
スポット溶接は、工業、そして生活条件。これは曲げられたプロファイル、鋼鉄および非鉄金属製品での作業に最適です。この技術は、高いシーム強度と経済性を提供します。また、修理には厨房機器や各種工具を使用することができます。
このプロセスは、個人要素とその固定。その後、電流を用いて細部の加熱を行う。必要なポイントでの要素の相対的な位置には特に注意が払われ、作業プロセス全体を通して維持されます。部品は、熱パルスによって生成される材料の溶融の結果として1つになる。
タイプ
スポット溶接のための機械的装置は、手動で制御し、使用する前に現在の値を設定する必要があります。主な利点は、シンプルなデザインと家庭での製造能力です。彼らは最大の流通を獲得し、多くの業界で用途を見つけました。
自動ツールを使用すると、最小限の拒否で接続できます。同時に、特別な技能を必要とせず、労働コストも削減されます。
業界では、空気圧および油圧機器が積極的に使用されています。
十分に高いコストは異なるスポット溶接のインベントリですが、家庭内ネットワークへの接続の可能性、広範な機能とコンパクトな寸法のために広まっています。
ポータブルユニットが複数あるという事実にもかかわらず静止状態よりも劣ると、設備購入のための最小限の費用で質的溶接を提供する。この場合、厚さ6〜7 mmまでの金属で作業することが可能です。

基本要素
溶接機のスポット溶接を行うことができます家の条件。最も一般的なデバイスは、電流値が調整されていないデバイスです。このような装置は電気パルスによって制御され、その持続時間は特別なリレーまたはスイッチによって変更される。
主な要素の1つは必要なレベルの電流を供給します。この目的のために、適切な特性を有し、入手可能性を特徴とする電子レンジコイルを使用することが可能である。この自家製スポット溶接機は、厚さ1〜2mmの金属部品での作業に適しています。可能であれば、効率を上げるために、強力な電子レンジからトランスを選ぶ価値があります。この種の家庭用電化製品では、マグネトロンは4000Vの電圧で動作することに注意すべきである。したがって、変圧器ワイヤは大きな厚さを有し、二次巻線の巻数は一次巻線よりもずっと少ない。
巻く
変圧器の二次巻線彼らは弓やチゼルで取り除かれますが、場合によってはドリルに頼る必要があります。ケーブルに損傷を与えないように、巻線をノックアウトすることは推奨されません。シャントの存在下では、電流制限に寄与するため、シャントも除去する必要があります。
新しい二次巻線は、必要な詳細を抽出する。断面積が少なくとも100mm²の銅ケーブルを使用すると、最適な電圧値を得ることができます。場合によっては、適切な巻線を作ることができない外部絶縁材を取り外す必要があります。これは、布の絶縁テープと交換することができますが、長さの短いケーブルを使用して抵抗を減らします。
国内のニーズについては、原則として3つターン数が増加すると、デバイスの電流値が上昇する。また、いくつかの変圧器を取り付けることによって、追加の電力を得ることができます。

あなたが知る必要があるもの
スポット溶接機、から自分の手で2次回路に電極を使用する必要があります。同じ電力の2つの変圧器を使用する場合は、10 mm厚のケーブルで接続する必要があります。そのケーブルの端は電極に接続します。短絡を防ぐために、一次巻線と二次巻線を接続するときは注意が必要です。
マグネトロンのウィンドウサイズが不十分な場合、ケーブルターンを追加することが困難になり、高電力トランスを同時に使用する場合は、二次巻線を直列に接続することを推奨します。巻線の方向は一致していなければなりません。この規則が守られなければ、逆相を得る可能性があり、結果としてゼロ出力電圧が高くなります。
ストレス
変圧器についても同じ結論記号や文字で示されています。識別マークがない場合は、電圧計を使用して検証することを推奨します。装置を二次巻線に接続することにより、一次巻線を付勢する必要がある。巻線を異なる端子に接続する場合、電圧計は電圧を示す。これは、一次巻線が二次側に電圧を与え、二次側に変換され倍増するという事実に起因する。
1対の巻線を同じ端子に接続すると、2次巻線の電圧は反対になり、電圧計はゼロの値を示します。
スポット溶接機を作るためにより強力であれば、ネットワーク性能を考慮しながら、いくつかの変圧器を使用することができます。デバイスの合計電圧が指定値を超えてはいけません。最適なオプションは、現在の強さが1000-2000 Aの範囲になります。
電極
電極は銅製のものが最適ですロッドは十分な厚さを有し、直径はワイヤのパラメータに対応しなければならない。時間の経過とともに、電極の形状が変化し、作業に適さなくなるため、体系的にポンプアップする必要があります。電源を増やすために、変圧器から電極に行くケーブルの長さと接続数を減らすことをお勧めします。最良の選択肢は、電極を銅製のチップに接続し、ワイヤの端部に固定することです。接触箇所での銅の酸化を防止するために、部品をはんだ付けする必要があり、これによりさらに清掃が簡単になります。圧着を使用して損失を減らすことができます。

ガバナンス
電池用スポット溶接機スクリュークランプが装備されています。装置は、レバーまたはスイッチによって制御される。特に重要なのは、正常な機能に必要な電極の定性的な固定である。動作中、静止した固定および十分な質量の可能性を有する装置がより便利になる。スイッチは信頼性が高く、長くなければなりません。
スイッチボタンの接続は一次巻線にのみ行われます。この場合、接点の完全性が維持され、追加の抵抗が防止されます。
制御のレバー原理を備えた装置では、スイッチがクランプに取り付けられているため、片手で溶接プロセスを制御することが可能になります。
ポイントツーポイントデバイスの電源がオン/オフされる圧縮電極のみで溶接する。強制換気を設置することを推奨します。これにより、定期的な休憩なしに作業し、導体と電極の加熱レベルを追跡することができます。
高品質な接続が可能あなたがプロセスのすべての微妙さを知っている場合にのみ、特に、現在のパルスで経験を持って、物質の外部特性と陰影の準備の段階を決定することができる必要があります。電極を移動させる速度は、溶接プロセス全体を通して同じレベルでなければならない。

セキュリティ
規範の遵守は特に重要ですスポット溶接機が故障すると、健康状態が損なわれ、処理される製品が損なわれる可能性があるため、運転中の安全性を保証するものではありません。また、次の要件を満たす必要があります。
- 金属スプレーやスパークから顔や目を保護するために特別なマスクを使用してください。
- 接続ケーブルおよび電気ケーブルの絶縁;
- 溶接の場所の近くで可燃性物質および液体の不在;
- 火傷からの保護のためのミトンおよび手袋の適用;
- 定期的に部屋を放映し、有害ガスからの空気の浄化を確保する。
- 消火剤の入手可能性;
- 木製の表面(床の覆い、テーブル)を火花から保護する。

プロセスの特徴
準備作業を忘れないでください。質的に溶接されたシームを得るために必要である。使用済みのエレメントは、ほこりや汚れからブラシや特殊な化合物で事前洗浄されています。溶接機からのスポット溶接には、次のような主要な段階が含まれています。
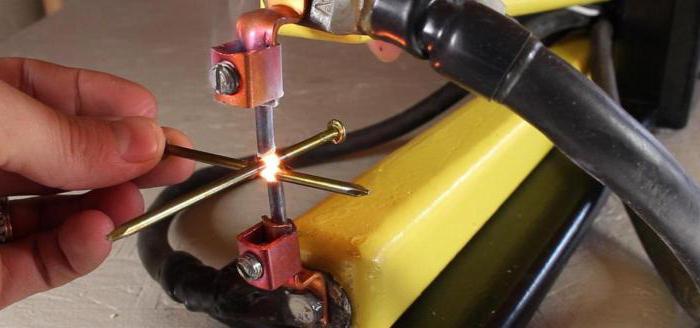
- 接続された要素を必要な位置に配置するステップと、
- 電極間の部品のクランプ;
- 可塑性の外観に加熱し、金属を変形させる。
作業中に可能であることは注目に値する溶融したコアが存在しないかまたはその寸法が小さいために生じる破損点の出現。この欠陥を追跡することは困難ですが、次のような結果につながる可能性があります。
- へこみおよび殻の形成;
- 要素の溶融表面;
- 材料を切断する
- 溶接されたコアの多孔質構造。 </ ul </ p>








